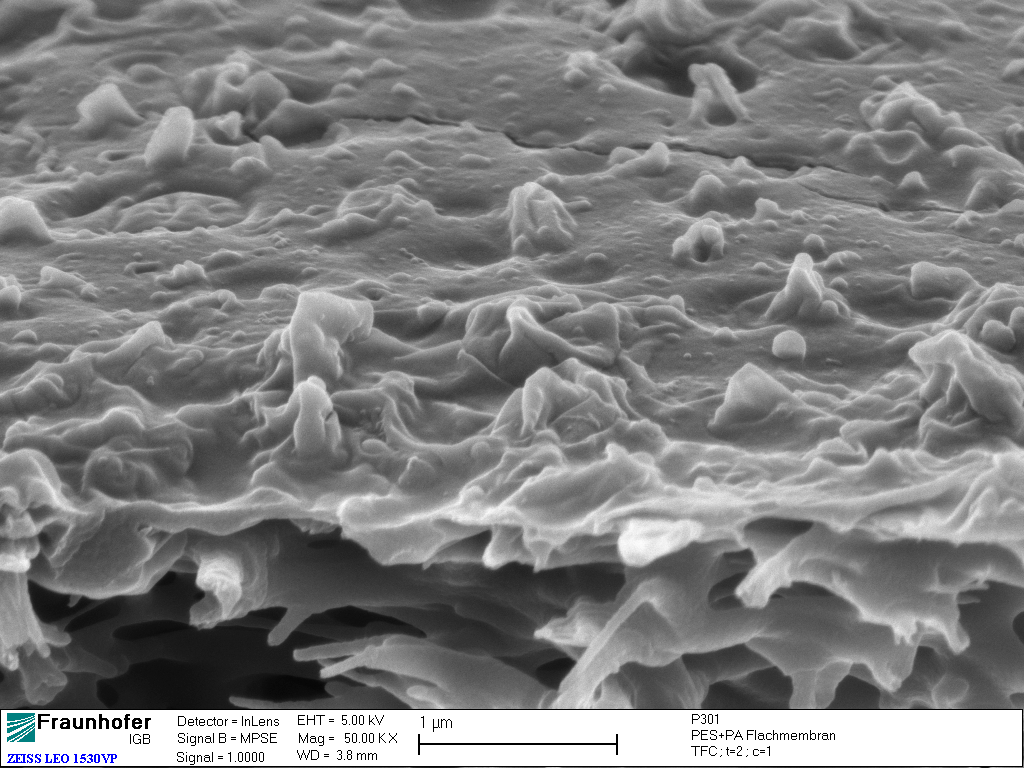
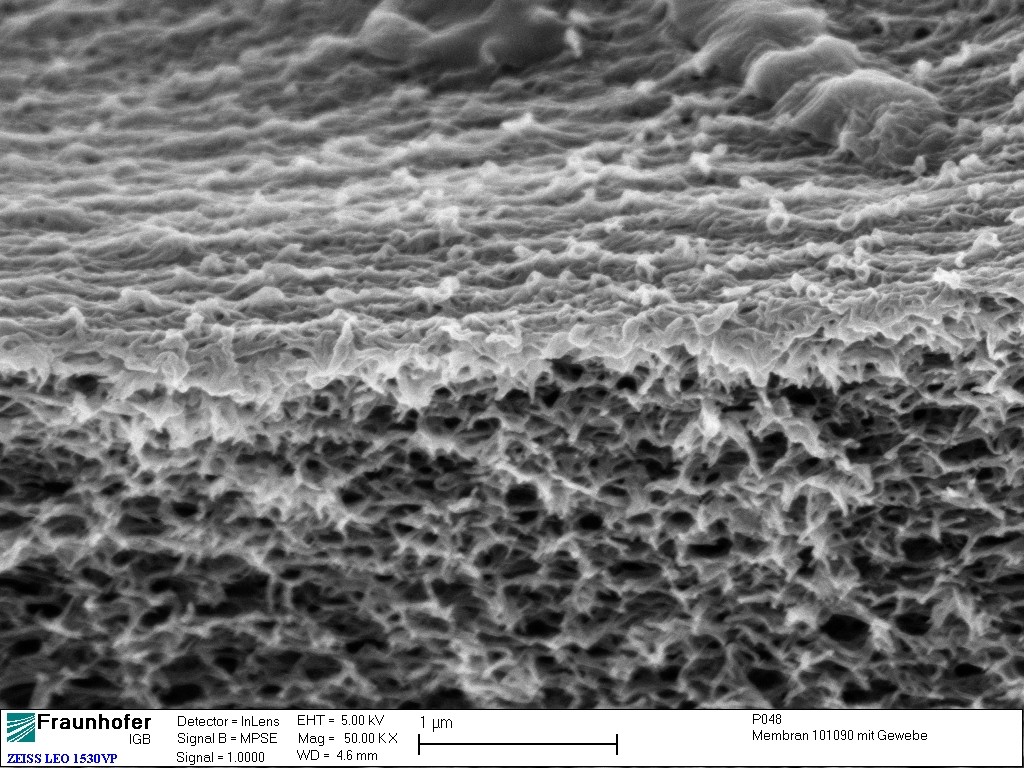
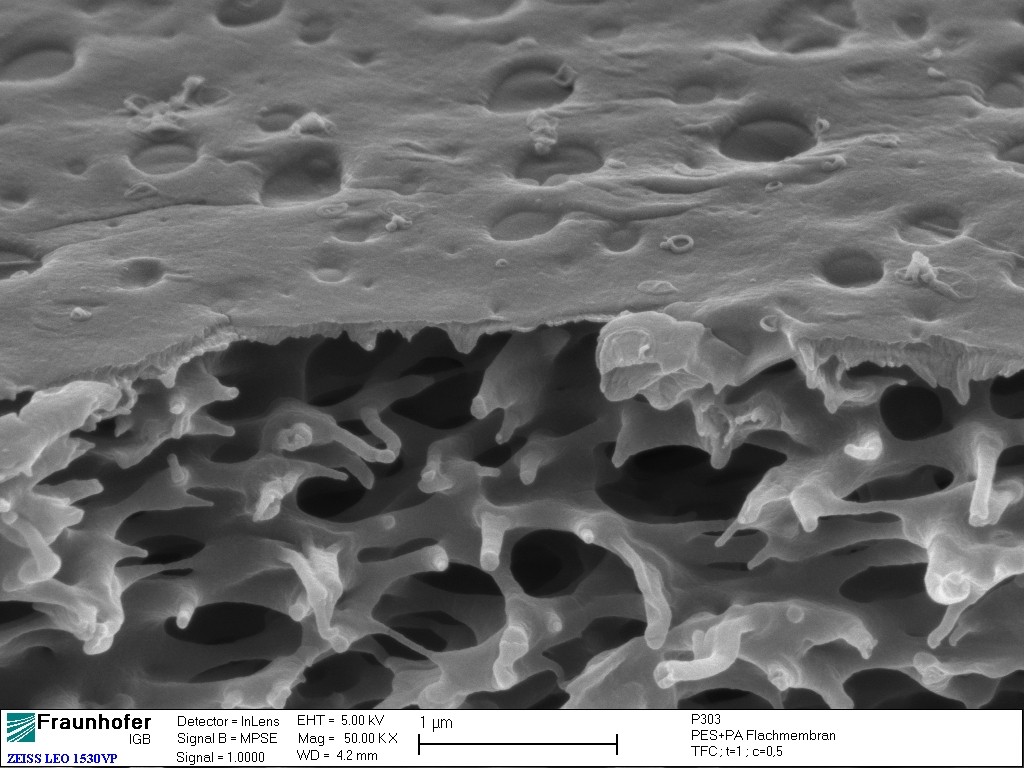
Für fermentativ hergestellte Kraftstoffe der zweiten Generation wie Butanol ist das Downstream Processing ein energie- und damit kostenintensiver Schritt. Durch den kombinierten Einsatz eines optimierten Gasstrippings und eines osmosegetriebenen Membranverfahrens wurde ein Prozess entwickelt, der eine Entwässerung des Produktstromes mit deutlich verringertem Energieaufwand erlaubt. Dazu wurden am IGB maßgeschneiderte TFC‑Flachmembranen für die Vorwärtsosmose entwickelt.